国内首款自主研发高功率千瓦级蓝光激光器

 来源:
来源:光粒网
------分隔线----------------------------
摘要:联赢蓝光激光器研发背景 工业激光器在各行业的广泛应用已有数十年之久,现今国内市场上应用最多的是波长为红外的光纤激光器,而作为激光显示三基色之一的蓝光激光以其波长短、衍射效应小、能量高等特性,在光信息存储、显示技术、通信技术、激光医疗、拉曼光谱学等领域也有较为广泛的应用。 但目前市场上所存在的蓝光激光器常规功率水平在数瓦到数十瓦,而诸多应
关键字:国内,首款,自主研发,高功率,千瓦,级蓝,光,
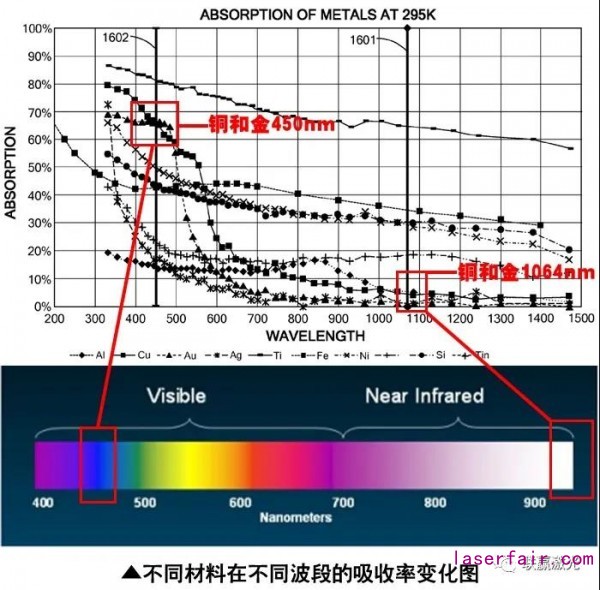
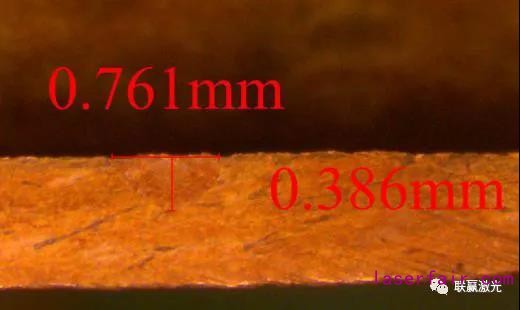
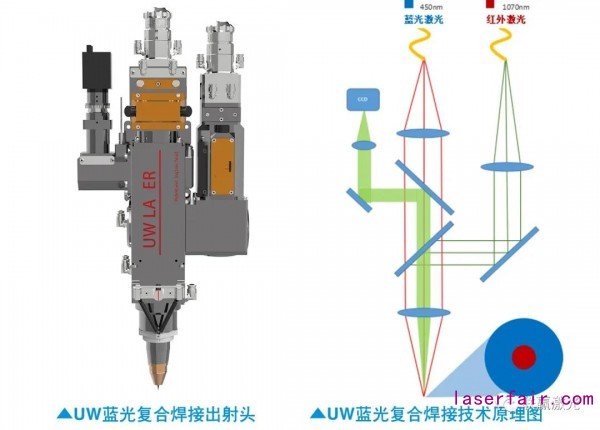
工业激光器在各行业的广泛应用已有数十年之久,现今国内市场上应用最多的是波长为红外的光纤激光器,而作为激光显示三基色之一的蓝光激光以其波长短、衍射效应小、能量高等特性,在光信息存储、显示技术、通信技术、激光医疗、拉曼光谱学等领域也有较为广泛的应用。但目前市场上所存在的蓝光激光器常规功率水平在数瓦到数十瓦,而诸多应用如激光焊接、激光切割、激光熔覆等都需要大功率的蓝光激光,因此研究大功率的蓝光激光器一直是激光行业高度关注的新型激光应用技术。在激光加工应用中,金属的激光吸收率对于加工应用来说,具有决定性的意义。激光器的激光光源种类不同,他们的应用范围就不同,加工对象和所达目的也不同。大量实践数据表明,红外激光器在许多工业运用领域表现出色,但在相应波段的高反金属加工方面并不理想,而红外波段高反材料在蓝色波段下却有更高的激光吸收率,且吸收率是红外光的10-20倍。铜材作为红外波段高反材料中最重要的一员,也是工业领域最常见的金属材料之一,因其极好的导电、导热、耐腐蚀性及韧性等特点,被广泛应用于各行各业。为打破铜材对红外光吸收率极差、极易形成焊接飞溅和气孔等加工难题,联赢激光研发团队经过不断地探索、突破,最终成功研发出国内首款高功率千瓦级蓝光激光器,革新了铜、金及其他高反材料的激光加工技术,提高了高反材料的加工效率。在短波波段(300-600nm区域),部分金属的吸收率剧增(如下图所示),特别是铜和金;处于短波波段的蓝光激光(主波长450nm)相比于常规9XXnm波段(9XX半导体激光器)、1030-1080nm波段(常规ND:YAG激光器、光纤激光器、碟片激光器)的近红外激光,铜和金的吸收率提高了10-20倍,吸收率的大幅度提升对于铜和金的激光加工应用具有革命性的意义。由于铜材对红外光的吸收率极差,因此其焊接通常需要很高的激光功率密度。在焊接过程中,极高的功率密度能够形成匙孔焊接,但液体铜材的流动特性使形成的匙孔开口快速闭合,匙孔内部的高压气体或者将匙孔开口冲开,形成焊接飞溅,或者被开口处快速冷却的铜材禁锢在材料内部形成气孔。而不论是飞溅还是气孔,都是铜材焊接的不良现象,影响铜材焊接的质量。而铜材在蓝光波段吸收率大幅度提升的特性,使得铜材的热传导无飞溅焊接成为可能。根据上述技术背景,联赢激光潜心研发,推出了在国际上亦处于先进水平的国内首款自主研发的高功率千瓦级蓝光激光器,实测最高输出功率高达1.1kw。蓝光激光器的一个重要应用是铜材焊接, 得益于铜材在蓝光波段的超高吸收率特性,铜材的无飞溅、高稳定性、高品质焊接是目前蓝光激光器在焊接领域的最大优势。 联赢蓝光激光器在焊接铜材时属于热传导焊接,焊接过程无飞溅,熔池稳定,焊后焊缝平整,外观良好,如下图所示。当然蓝光激光器仍存在它的不足,那就是目前其功率密度还较低,这也是国际和国内蓝光激光器技术水平的实际状况,功率密度低导致焊接能力较弱(如下图所示),现阶段主要适用于0.5mm以下的薄铜材或铜箔焊接。蓝光复合焊接技术是通过联赢自主研发的蓝光复合焊接出射头(如下图所示)将红外激光及蓝光激光复合在一起,使两束激光的轴线在空间上重合(如下图所示),红外激光进行深熔焊接,蓝光激光具备预热缓冷的作用,并适度进行热传导焊接。 通过前期对蓝光激光复合焊接在铜材的应用开发及产品实际焊接的大量验证,实验结果论证了蓝光激光器在铜材加工方面的积极作用,且联赢激光专利的复合焊接技术,完美地弥补了蓝光激光器功率密度低的应用劣势。利用光纤激光器高功率密度的特性,能够快速且稳定地形成匙孔,与此同时,再利用铜材对蓝光的高吸收特性,使得铜材能够快速地被加热,以及减缓熔池的凝固速度,最大限度的减少铜材焊接中气孔和飞溅的问题,使得无飞溅、高稳定性、高品质的厚铜材焊接成为可能。UW多波长蓝光复合焊接技术适用于目前市面上绝大部分铜材焊接的应用,能大幅改善焊接质量,提高生产优率,例如下图所示的电池极柱焊接应用。 ▲蓝光复合焊接电池极柱 ▍UW多波长蓝光复合焊接技术优势 ● 适用于较厚金、铜材的加工; ● 高吸收率,降低设备功率,降低成本; ● 大幅降低飞溅、焊缝质量高; ● 避免了复杂而低效的波长转换,系统效率更高; ● 降低材料吸收阈值,加工能力可控性强。 蓝光摆动复合焊接技术是在红外激光和蓝光激光同轴复合的基础上,使红外激光通过摆动电机单元,通过程序控制电机使红外激光产生一定摆动直径、摆动频率、摆动轨迹的运动。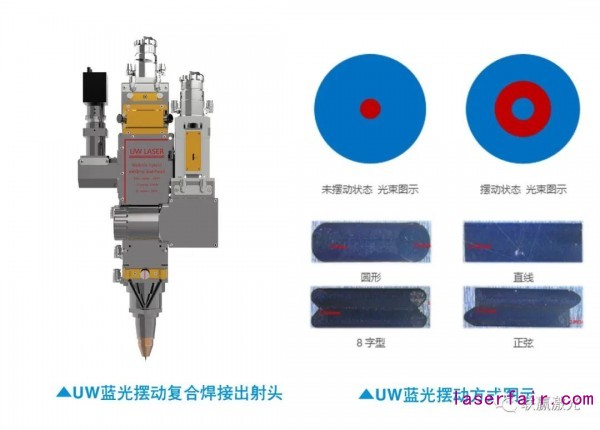
蓝光摆动复合焊接技术同样适用于较厚金、铜材料的加工,焊接过程结合摆动焊接及蓝光复合的特点,具有以下优势: 蓝光摆动复合焊接技术目前典型应用为电池转接片焊接。转接片焊接是动力电池电芯生产流程中极为重要的一道工序,起到连接盖板及电芯的作用,焊缝质量直接影响整个电芯的性能,首先焊缝为了保证过电流能力需要达到一定的面积,因此便会要求焊缝结合面达到一定的宽度。其次焊接不能残留飞溅物,避免因particle引起电池内部短路,影响电池安全性能。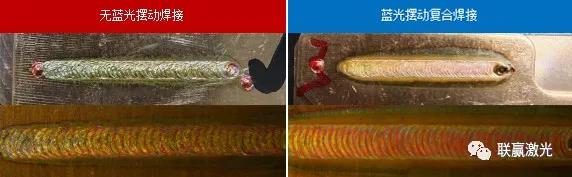
联赢激光率先自主研发出高功率千瓦级蓝光激光器,填补了国内此领域的空白,标志着我国蓝光激光器技术发展迈上一个新的台阶,联赢激光自主研发的多波长蓝光复合焊接技术和多波长蓝光摆动复合焊接技术作为现代先进加工技术,创造性解决了多个行业激光加工难题,大大提升下游客户产品质量,必将在新能源电池、消费电子、电机、马达、变压器等众多领域得到广泛应用,产生显著的经济效益和社会效益。 未来,联赢激光将继续探索前行,突破更多蓝光激光器技术难关,向更高功率、更高亮度方向发展,为发展中国激光事业作出贡献!
|